OEM 3/4 Flutes End mills ជាមួយនឹងត្រង់ត្រង់ និង Wave Cutting Edges



ការដាក់ពាក្យ
ម៉ាស៊ីនកិនចុងខ្លុយទាំង 3 ដែលមានគែមកាត់ត្រង់ និងរលកគឺសមរម្យសម្រាប់ការកែច្នៃផ្នែករឹងនៃលោហធាតុអាលុយមីញ៉ូម ក៏ដូចជាម៉ាស៊ីនចំហៀង ម៉ាស៊ីនជំហាន និងម៉ាស៊ីនចង្អូរមុំខាងស្តាំ។ហើយម៉ាស៊ីនកាត់ចុងខ្លុយទាំង 4 ដែលមានគែមកាត់ត្រង់ និងរលកគឺសមរម្យសម្រាប់ដំណើរការដែកកាបូន ដែកយ៉ាន់ស្ព័រ ដែកវណ្ណះ ដែករឹង ដែករឹងមុន ដែកថែប quenched (~40HRC)l ។ល។ វាសមស្របសម្រាប់ដំណើរការចំហៀង។ ដំណើរការជំហាន និងដំណើរការចង្អូរមុំខាងស្តាំ។
លក្ខណៈបច្ចេកទេស
វត្ថុធាតុដើមសម្រាប់ផលិតម៉ាស៊ីនចុងខ្លុយទាំង 3 គឺ UK10 ជាមួយនឹងឧបករណ៍កាត់កិនដែលមានអង្កត់ផ្ចិតចាប់ពី 6 មម ដល់ 20 មម និងប្រវែងឧបករណ៍សរុបចាប់ពី 50 មម ដល់ 100 មម។មុំវង់នៃការតោងគឺ 45 ដឺក្រេ។
វត្ថុធាតុដើមសម្រាប់ផលិតម៉ាស៊ីនបញ្ចប់ខ្លុយទាំង 4 គឺ UK30 ដែលស្រោបដោយ ATN ។មុំតំរៀបស្លឹកនៃការតោងគឺ 30 ដឺក្រេ ហើយអង្កត់ផ្ចិតខាងក្រៅរបស់ម៉ាស៊ីនកិនគឺអាចរកបានក្នុងចន្លោះពី 6 មមទៅ 20 មម។ប្រវែងសរុបនៃឧបករណ៍កាត់គឺពី 50 មមទៅ 100 មម។
ប៉ារ៉ាម៉ែត្រកាត់នៃ ABCM3N / BCM4F
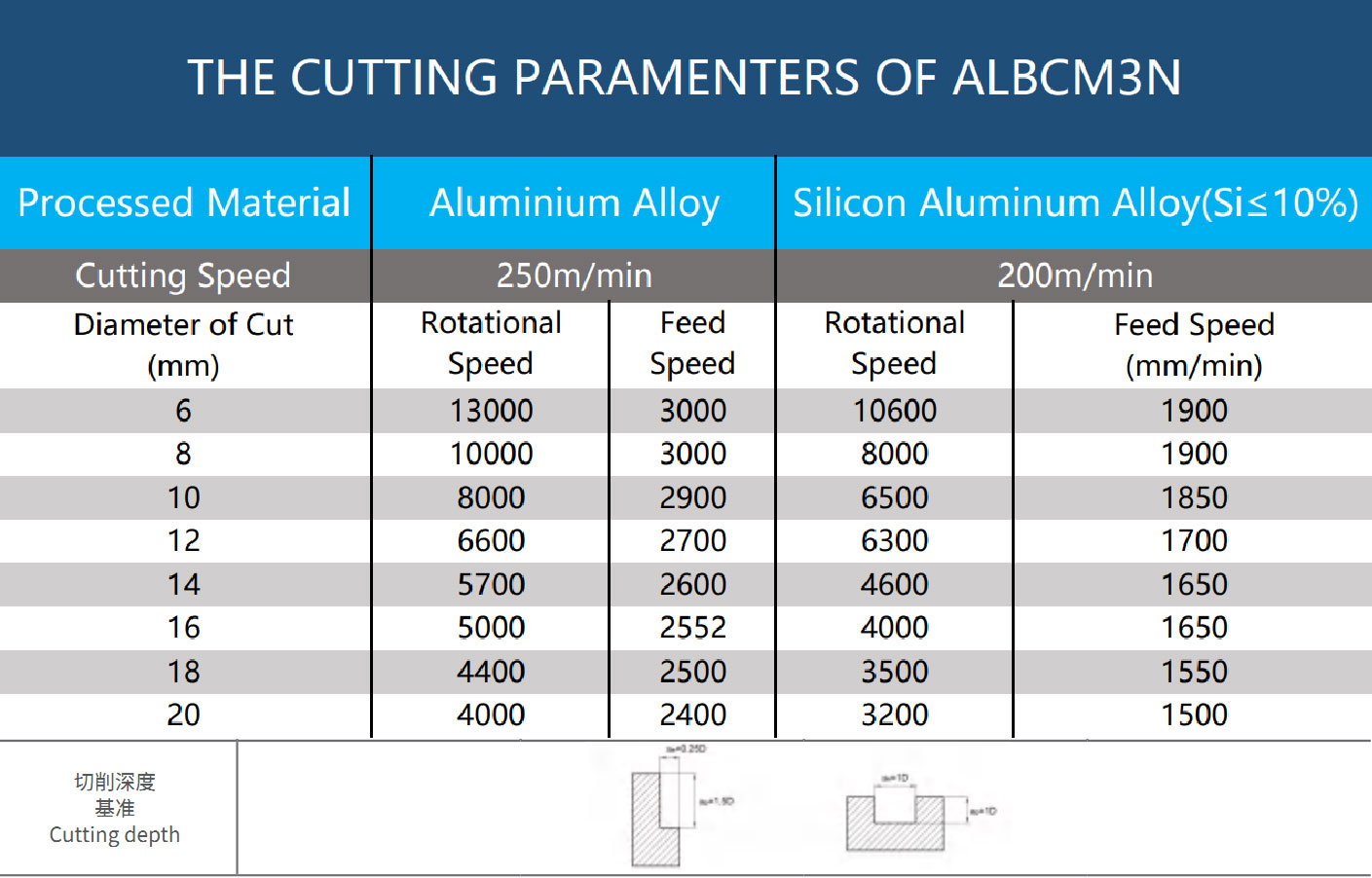
1. នៅពេលដែលជម្រៅកាត់គឺតូច ល្បឿនបង្វិល និងល្បឿនចំណីអាចត្រូវបានកែលម្អបន្ថែមទៀត
2. វត្ថុរាវកាត់រលាយក្នុងទឹកត្រូវបានណែនាំ
3. ការកិនផ្ទៃត្រូវបានណែនាំ
៤.នៅក្នុងស្ថានភាពនៃម៉ាស៊ីន និងភាពរឹងនៃការដំឡើង workpiece គឺខ្សោយ ដែលនឹងបង្កើតរំញ័រ និងសំឡេងមិនធម្មតា នៅចំណុចនេះគួរតែបន្ថយល្បឿន និងល្បឿនចំណី។
5. ប្រវែងព្យួររបស់ឧបករណ៍កាត់គួរតែខ្លីតាមដែលអាចធ្វើទៅបាន។
6. តារាងខាងលើគឺផ្អែកលើតម្លៃយោងនៃការកាត់ចំហៀង។លក្ខខណ្ឌកាត់សម្រាប់ការកិនរន្ធគឺផ្អែកលើ 70% នៃល្បឿនកាត់នៅក្នុងតារាងខាងលើ និង 50% នៃល្បឿនចំណី
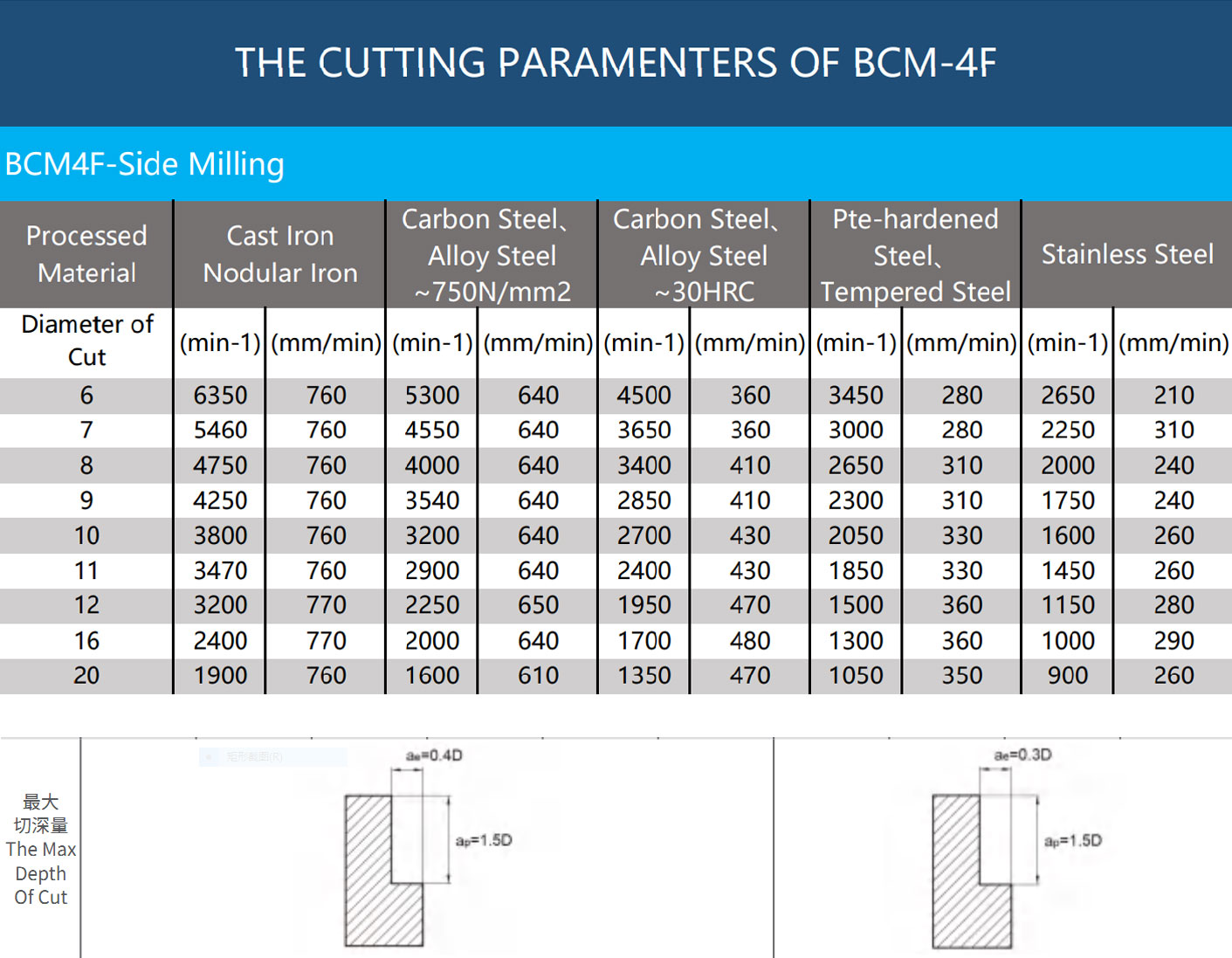
1. សូមប្រើឧបករណ៍ម៉ាស៊ីនដែលមានភាពជាក់លាក់ខ្ពស់ និងចំណុចទាញឧបករណ៍។
2. សូមប្រើម៉ាស៊ីនត្រជាក់ ឬកាត់សារធាតុរាវដែលមិនងាយនឹងបង្កើតផ្សែង។
3. ការកាត់ដោយរលូនត្រូវបានណែនាំសម្រាប់ការកាត់ចំហៀង។
4. នៅពេលដែលភាពរឹងនៃការដំឡើងនៃដុំការងាររបស់ឧបករណ៍ម៉ាស៊ីនមានភាពអន់ ការរំញ័រ និងសំឡេងមិនប្រក្រតីអាចកើតឡើង។នៅនេះ។
ពេលវេលា ល្បឿន និងល្បឿនចំណីក្នុងតារាងខាងលើគួរតែត្រូវបានកាត់បន្ថយពីមួយឆ្នាំទៅមួយឆ្នាំ។
5. ប្រវែងព្យួររបស់ឧបករណ៍កាត់គួរតែខ្លីតាមដែលអាចធ្វើទៅបាន។
វិធីសាស្រ្តទូទាត់
យើងផ្តល់ជូននូវវិធីបង់ប្រាក់សំខាន់ៗដូចខាងក្រោម ដើម្បីសម្រួលដល់ប្រតិបត្តិការរបស់អ្នក៖
- ការផ្ទេរតាមទូរលេខ (T/T)៖
- ដាក់ប្រាក់ 30% ជាមុន សមតុល្យ 70% មុនពេលដឹកជញ្ជូន។
- លិខិតឥណទាន (L/C)៖
- នៅមើលឃើញចេញដោយធនាគារល្បីឈ្មោះ។
- ការធានាពាណិជ្ជកម្ម Alibaba៖
- ការទូទាត់ប្រកបដោយសុវត្ថិភាពតាមរយៈវេទិកា Alibaba ធានាថាការបញ្ជាទិញរបស់អ្នកត្រូវបានការពារ។
មធ្យោបាយដឹកជញ្ជូន
យើងផ្តល់ជូននូវដំណោះស្រាយភស្តុភារជាច្រើនដើម្បីបំពេញតម្រូវការដឹកជញ្ជូនរបស់អ្នក៖
- ការដឹកជញ្ជូនតាមសមុទ្រ៖
- ល្អបំផុតសម្រាប់ការបញ្ជាទិញក្នុងបរិមាណច្រើន សន្សំសំចៃលើចម្ងាយឆ្ងាយ។
- ការដឹកជញ្ជូនតាមផ្លូវអាកាស៖
- លឿន និងអាចទុកចិត្តបាន សមរម្យសម្រាប់ការដឹកជញ្ជូនបន្ទាន់ ឬតម្លៃខ្ពស់។
- ការដឹកជញ្ជូនតាមផ្លូវគោក៖
- មានប្រសិទ្ធភាពសម្រាប់ការដឹកជញ្ជូនតាមតំបន់ និងចម្ងាយផ្លូវធំ។
- ការដឹកជញ្ជូនផ្លូវដែក៖
- សន្សំសំចៃសម្រាប់ការដឹកជញ្ជូនអន្តរទ្វីបនៅទូទាំងអឺរ៉ាស៊ី។
យើងក៏សហការជាមួយក្រុមហ៊ុននាំសំបុត្រអន្តរជាតិឈានមុខគេសម្រាប់ការដឹកជញ្ជូនលឿន៖
- DHL
- UPS
លក្ខខណ្ឌដឹកជញ្ជូន
យើងគាំទ្រលក្ខខណ្ឌពាណិជ្ជកម្មអន្តរជាតិជាច្រើន ដើម្បីបំពេញតាមចំណូលចិត្តរបស់អ្នក៖
- FOB (ឥតគិតថ្លៃនៅលើយន្តហោះ):
- អ្នកទិញទទួលខុសត្រូវនៅពេលទំនិញឡើងលើនាវា។
- CIF (ថ្លៃដើម ធានារ៉ាប់រង និងការដឹកជញ្ជូន)៖
- យើងរ៉ាប់រងថ្លៃដើម ការធានារ៉ាប់រង និងការដឹកជញ្ជូនទៅកាន់កំពង់ផែគោលដៅ។
- CFR (តម្លៃនិងការដឹកជញ្ជូន):
- យើងរ៉ាប់រងថ្លៃដើម និងការដឹកជញ្ជូនទៅកាន់កំពង់ផែគោលដៅ ដោយមិនរាប់បញ្ចូលការធានារ៉ាប់រង។
- EXW (Ex Works)៖
- អ្នកទិញទទួលយកការទទួលខុសត្រូវទាំងអស់ពីរោងចក្ររបស់យើង។
- DDP (ប្រគល់កាតព្វកិច្ចបង់)៖
- យើងដោះស្រាយរាល់ការចំណាយ រួមទាំងការដឹកជញ្ជូនដល់ទ្វាររបស់អ្នក និងការបោសសំអាតគយ។
- DAP (ដឹកជញ្ជូនដល់ទីកន្លែង)៖
- យើងគ្របដណ្តប់ការដឹកជញ្ជូនទៅកាន់ទីតាំងជាក់លាក់ ដោយមិនរាប់បញ្ចូលពន្ធនាំចូល។
ពេលវេលាដឹកជញ្ជូន
រយៈពេលនៃការដឹកជញ្ជូនគឺស្ថិតនៅក្រោមលក្ខខណ្ឌដែលបានព្រមព្រៀងក្នុងកិច្ចសន្យា ដោយធានាបាននូវការដឹកជញ្ជូនទាន់ពេលវេលា និងប្រកបដោយប្រសិទ្ធភាពដោយផ្អែកលើតម្រូវការរបស់អ្នក។

